

EINFACH. PRÄZISE. BOHRUNGEN
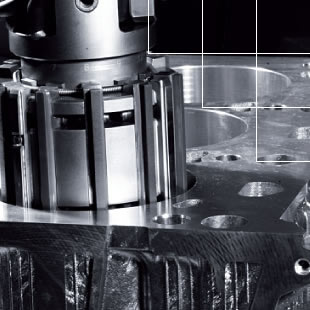
EINFACH. PRÄZISE. BOHRUNGEN ... nach diesem Motto wurde eine Bearbeitungsfolge an einem Hydraulik Steuergehäuse auf einer HELLER H6000 definiert, bei der jede Stufe separat mit einem einwechselbaren Düsenmessdorn gemessen werden kann und, je nach Messergebnis, eine automatische Durchmesserkompensation (z.B. über die µ-matik Schnittstelle) durchgeführt wird.
Das Mess-System zur µm-genauen Durchmesser-Bestimmung kann über ProfiBus an die meisten CNC-Maschinen-Steuerungen (SIEMENS, HEIDENHAIN, FANUC) angebunden werden. In der Folge werden Prozess-Automation und mannlose Fertigung auch in der hochpräzisen Bohrungsbearbeitung im BAZ möglich.
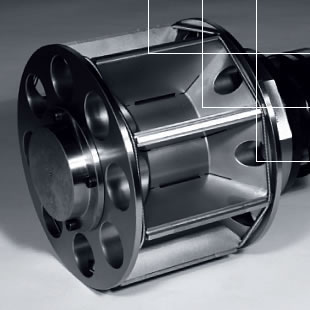
Mit den schneidenden, bohrungsfüllenden Honleisten wird direkt und unmittelbar nach dem Reiben (mit Reibschneiden der Fa. URMA) vorgehont und gleichzeitig das Werkzeug stabil geführt und damit der koaxiale Reibprozess des folgenden Bohrungsabschnitts gesichert. Rückzugsriefen durch die Reibschneiden beim Rückhub werden bei dieser Technik vermieden, da der Bohrungsdurchmesser nach der FDream-Bearbeitung um ca. 25µm größer als der geriebene Durchmesser ist.
Mit der Kombination sind nach der Bearbeitung Zylinderformqualitäten unter 2µm und Rauheiten um ca. Rz=6µm zu erreichen. Um die Rauheit weiter zu reduzieren werden ein bis zwei weitere FDhone Operationen durchgeführt, sodaß nach der Bearbeitungsfolge eine Zylinderform von unter 1µm bei Ra<0,2µm erreicht wird.
Um Honwerkzeuge mit In-Prozess Luftmessung (nach dem Prinzip "Düsenmessdorn") in einem Standard Bearbeitungszentrum einsetzen zu können, wird die Messluft Übergabe-Schnittstelle an die Spindelnase angerüstet (z.B. für DMG Mori, HELLER, MAG oder GROB Maschinen). Somit ist es möglich, Bohrungen mit engsten Durchmesser-Toleranzen zu fertigen. Die Steuerung der Honbearbeitung erfolgt über den Messrechner, der mit der SPS-Steuerung der Maschine kommuniziert. Die automatische Zylinderform-Korrektur sorgt für eine sehr gute Zylinderform ohne Konizität.
Weitere Informationen zum Thema Hontechnik auf Bearbeitungszentren.
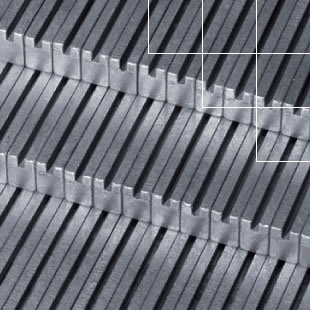
Die Anwendung des DIAHON #-Honzyklus auf HELLER-Bearbeitungszentren ermöglicht ein konstantes Honbild im definierten Honwinkel in der gesamten Bohrung. Die durch die Anwendung unseres Honzyklus erreichbaren tribologischen Eigenschaften der Oberflächen (z.B. Ölhaltevolumina in Plateau-Oberflächen oder verbesserte Reibwerte), als auch die langsameren Beschleunigungen in den Hubumkehrpunkten sind signifikante Verbesserungen beim Honen auf Bearbeitungezentren.
Weitere Informationen zum Thema Hontechnik auf Bearbeitungszentren.
Die coolEX®float Honwerkzeug Technologie ermöglicht das klassische hydraulisch gesteuerte Honen in einem Bearbeitungszentrum oder Dreh-/Fräszentrum mit Ausgleich von Achsversatz und Winkelfehlern ohne technische Modifikationen der Maschine und mit regulärer Honkinematik (Aufweitung während der Bearbeitung). Die klassische Honkinematik erzeugt den gewünschten Kreuzschliff im definierten Honwinkel
Mehr dazu unter der Rubrik coolEX®float Werkzeugsystem.
Die µ-matik®-Schnittstelle in FDhone- und coolEXact-Werkzeugen ermöglicht eine hochpräsize Verschleiß-Anpassung automatisiert über die Maschinen-Spindel. Die im Arbeitsraum der Maschine montierte µ-matik®-Vorrichtung wird vom Werkzeug angefahren. Über eine Drehbewegung der Spindel (grad genau) wird dann das Werkzeug im Durchmesser verstellt.
In Kombination mit einer Messmöglichkeit in der Maschine werden mannlose Bearbeitungen ermöglicht und Einrüstzeiten der Werkzeuge minimiert.