

Anforderungen: Rz=8±3µm, Rpc>170 Spitzen pro cm, Honwinkel 40°-50°, Durchmesser 37,00+12µm Rundheit < 5µm, Parallelität < 8µm, Geradheit 8µm, keine Umkehrwischer im Honbild
Die Bearbeitung erfolgt mit vorgespindelten Bauteilen, die für diese Bearbeitung in eine spezielle Honvorrichtung eingelegt werden, die eine schwimmende Fixierung ohne Spanndruck ermöglicht. Grosse Vorteile sind die schnelle Beladung der Vorrichtung durch einfaches Einlegen der Pleuelstangen und das Vermeiden von Verspannungen während der Honbearbeitung.

Anforderungen: Rz=8±3µm, Rpc>170 Spitzen pro cm, Honwinkel 40°-50°, Durchmesser 41,00+12µm, Rundheit < 5µm, Parallelität < 8µm, Geradheit 8µm, keine Umkehrwischer im Honbild
Die Bearbeitung erfolgt mit ungespindelten Bauteilen, Feinspindelbearbeitung mit KOMET KomTronic Austeuerwerkzeugen, gefolgt von einer CNC-gesteuerten Honbearbeitung mit Xstep-Honwerkzeugen auf einer weiteren KomTronic Einheit.
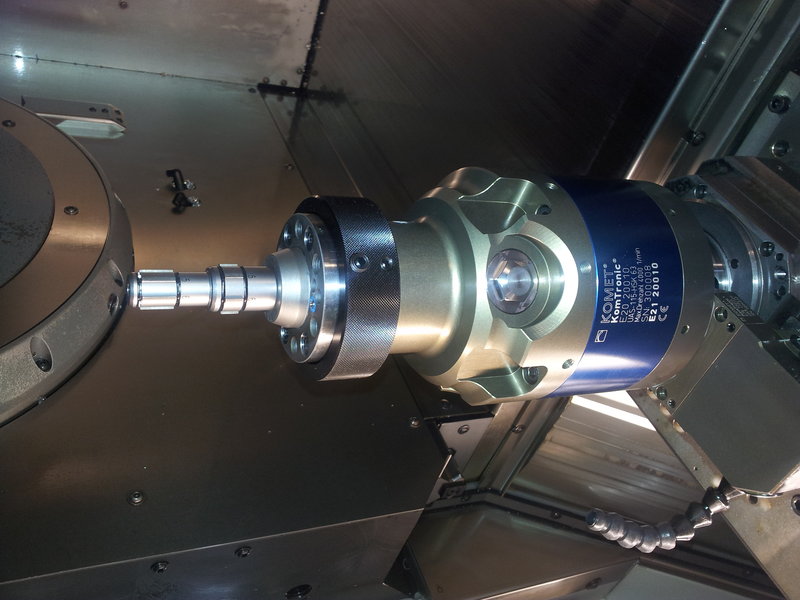
Honen von Pleuel großes und kleines Auge mit einer zweistufigen Honoperation mit Xstep®-Honwerkzeug:
Erfolgreich realisiert wurde die Aufgabe mit der KomTronic® U-Achse von KOMET® und der Xstep®-Honwerkzeug-Technologie.
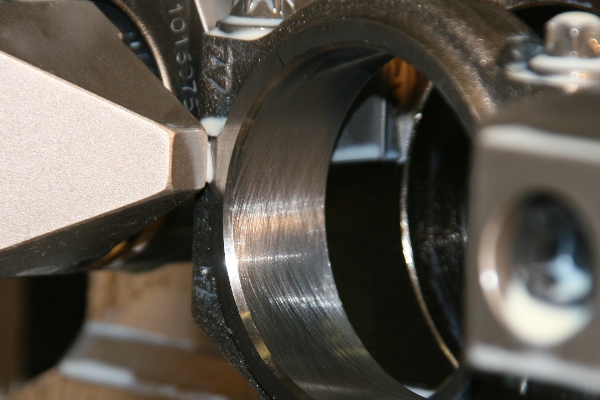
In Zusammenarbeit mit unserem Kunden wurde die Honbearbeitung von Pleuelstangen für den Motorsport (Werkstoff: 300M) im Bearbeitungszentrum entwickelt. Die Lösung der Aufgabenstellung war ein 1-stufiger Honprozess mit coolEX®-Honwerkzeug-Technologie mit Ra<0,4 μm auf einem Hermle C40U Dynamic Bearbeitungszentrum ohne technische Modifikationen.
Erfolgreich realisiert wurde die Aufgabe mit der seit 2008 bewährten coolEX®-Honwerkzeug-Technologie.

Einstufige coolEX® Honoperation - Pleuelstange großes Auge, Prozesssteuerung nach Zeit bzw. über Messung des Honaufmaß
Erfolgreich realisiert wurde die Aufgabe mit der seit 2008 bewährten coolEX®-Honwerkzeug-Technologie.