
Honen von Verdichter-Gehäusen mit einer zweistufigen Plateau-Honoperation mit coolEX®-Honwerkzeugen.
Bauteil: Zylinder-Kurbel-Gehäuse
Durchmesser: 125mm
Material: GG25
Maschinenhersteller: Heller
Maschine: H5000
Aufnahme: DAH115/HSK-A100
Die Aufgabenstellung war die Darstellung der 2-stufigen Honbearbeitung eines V8-Motorblocks in einem vorhandenen Bearbeitungszentrum mit KomTronic® U-Achs-System von KOMET® . Zur Lösung wurde eine Kombination von coolEX®- und Xstep®-Honwerkzeugen gewählt, um die Vorteile beider Systeme zu kombinieren.
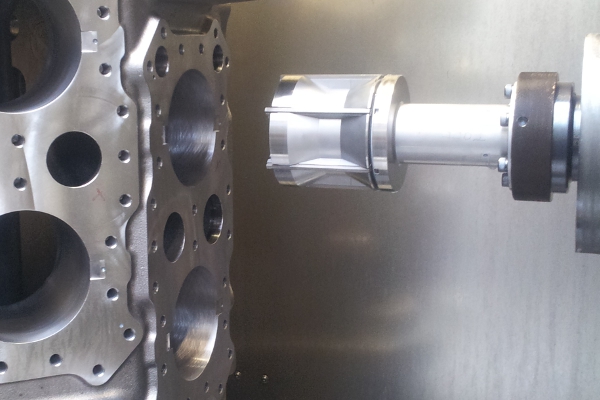
Honen von Zylinder-Kurbel-Gehäusen mit einer zweistufigen Plateau-Honoperation mit coolEX®-Honwerkzeugen:
Erfolgreich realisiert wurde die Aufgabe mit der seit 2008 bewährten coolEX®-Honwerkzeug-Technologie.
2-stufiger coolEX® Honprozess, Plateau-Honung der Zylinderlaufbahn in Zylinder-Kurbel-Gehäusen (4-Zylinder Benzin Motor)
Erfolgreich realisiert wurde die Aufgabe mit der seit 2008 bewährten coolEX®-Honwerkzeug-Technologie.
Ende 2010 wurde der Konzeptversuch einer Honung auf einem MAKINO a81M Bearbeitungszentrum erfolgreich durchgeführt. Die Aufgabenstellung war eine 2-stufige Honbearbeitung einer Zylinderlaufbahn in einem Grauguss-Block zur Erzeugung einer Plateau-Oberfläche (Rpk = 0,2-0,8μm, Rvk = 1,0-3,5μm, Rk = 0,5-1,5 μm), einer Zylinderform unter 5μm und einem Honwinkel zwischen 30° und 40°.
Ziel des Versuches war die prinzipelle Darstellung dieser Honbearbeitung auf einem MAKINO Standard Bearbeitungszentrum ohne technische Modifikationen.
Erfolgreich realisiert wurde die Aufgabe mit der seit 2008 bewährten coolEX®-Honwerkzeug-Technologie.

Die Anforderung an die Honbearbeitung war, eine Oberflächenrauheit, definiert in der geforderten Toleranz von Rz=6-16μm, zu erzeugen und eine Verbesserung der Zylindrizität. Dies gelang prozesssicher mit einem DIAHON-Festdorn-Honwerkzeug. Die erzeugte Rauheit lag bei Rz=7-9μm, alle Geometrieanforderungen wurden erfüllt, u.a. eine Zylinderform von unter 1,5μm.
Erfahren Sie mehr unter der Rubrik Festdorn-Honwerkzeuge und den Einsatzmöglichkeiten im Bearbeitungszentrum.