
Ventilblöcke/Steuergehäuse können sehr präzise und effektiv mit Festdorn-Honwerkzeugen bearbeitet werden. Festdorn-Werkzeuge eignen sich aufgrund ihrer Bauweise für die Anforderungen bei der Honbearbeitung von Durchgangsbohrungen von Ventilblöcken/Steuergehäusen (gratfrei und scharfkantig).

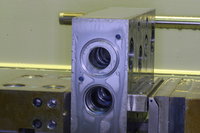
Versuchsaufbau für Bearbeitung von Durchgangsbohrungen in Steuergehäusen mit Steuerkanten:
Bohrungslänge: 240 mm
Durchmesser : 25 mm
Aufmaß: 30 µm
3 Honoperationen, Ergebnis Zylinderform <2µm, Rauheit ca. Rz=1µm
