
Honing of compressor block with a 2 stage plateau honing operation with coolEX® honing tools.
Component: compressor block
Diameter: 125mm
Material: GG25
Machine builder: Heller machines
Machine: H5000
Connector: DAH115/HSK-A100
The task was the prove of concept of a 2-stage honing of a V8 engine block in an existing machining center with KomTronic® U-axis system of KOMET®. The solution is a combination of coolEX®- and Xstep ®-honing tools to gain the advantages of both honing systems.
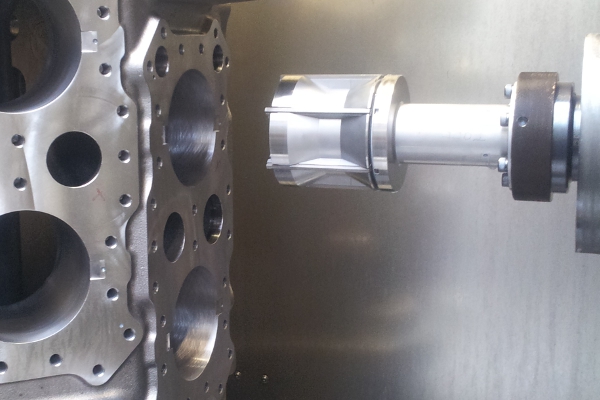
Honing of cylinder crankcases with a two-stage plateau honing operation with coolEX® honing tools:
The task was successfully completed using the since 2008 proven coolEX® Honing tool technology.
2-stage coolEX® honing process, plateau honing of the cylinder bore in cylinder
The task was successfully completed using the since 2008 proven coolEX® Honing tool technology.
At the end of 2010 a concept trial of honing on a MAKINO a81M machining centre was successfully completed. The task was 2-stage honing operation on a cylinder bore in a grey cast iron block to generate a plateau surface (Rpk = 0.2-0.8μm, Rvk = 1.0-3.5μm, Rk = 0.5-1.5 μm), a cylindricity of less than 5μm and a honing angle between 30° and 40°.
The aim of the trial was to demonstrate the prove of concept of this honing operation on a MAKINO standard machining centre without any technical modifications.
The trial was successfully completed using coolEX® honing tool technology.

The requirements for this honing operation was to generate a surface roughness defined in the required tolerance of Rz=6-16μm and an improvement in the cylindricity. This was done reliabily with a DIAHON fixed diameter honing tool. The roughness was achieved at a stable Rz=7-9μm, all geometric requirements were kept, including a cylindricity of less than 1.5 μm.
Learn more in section Fixed diameter honing tools and the options for use in machining centres.