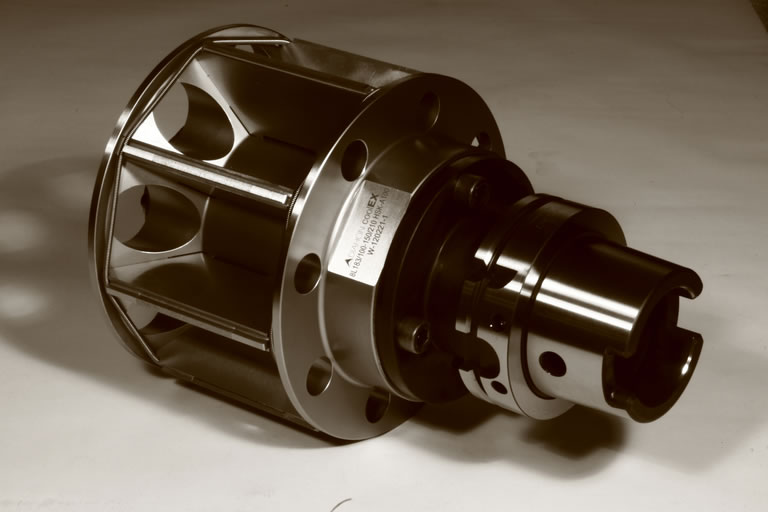
The coolEX® honing tool technology integrates conventional hydraulically controlled honing into a cnc controlled machining centre with no technical modifications, using regular honing kinematics (expansion during machining), thus generating the classical cross hatch at the specified honing angle.
Enormous advantages result during honing on the machining centre from the arrangement possibility of both system parts (tool and workpiece) in fixed clamping:
The coolEX®2 tool system facilitates 2-stage honing with double expansion (prehoning and finish honing) in a tool without changing to another honing tool. This system is especially suited for plateau honing of grey cast iron cylinder bores

The coolex®LM honing tools system integrates an air gauge system into the coolEX® base system for continuous bore sizing during the honing operation. For lossless air supply to the nozzles a DIAHON air distributer on the tools or a machine side available air supply can be used (e.g. interfaces in the HSK-connector).
The evaluation of the measured air flow provides information on the bore size and thus can be used as critera to control the cnc honing process. This system is available both as pre-and post-measurement or as in-process measurement during the honing operation.


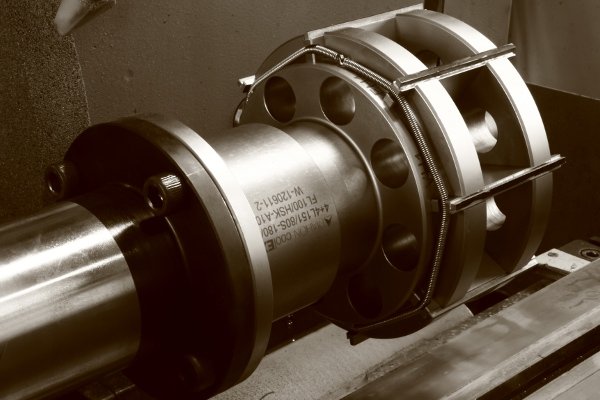
The coolEX®TB tool system is a refinement of the coolEX® basic system and was developed for honing on BTA deep bore drilling machines. This system is used to integrate rework (removing rifling or slight dimension corrections) on BTA deep bore drilling machines after drilling. For this the drilling head must only be replaced by the honing tool, thus avoiding taking the part to a separate honing machine.


coolEX® honing tools use cooling/lubrication agents both for expansion of the cutting bar and for process cooling directly at the point of contact between the honing stone and bore, thus ensuring optimum cooling and chip removal. The required parameters (such as roughness, cycle time or cylindricity) can be adapted to specifications by adjusting the coolant pressure (throttles in the tool or controlled via the machine) and the specifications of the honing stone.
Depending on the requirements and hole geometry, coolEX® honing tools can be used in different variants:
The use of in-process air measuring devices, for example, with an interface to evaluation systems and feedback into the controls of the processing machine, enables process control identical to that of conventional honing machines.
Prerequisites for the successful use of the technology: